En una planta de fabricación de componentes automotrices con la que trabajamos, el problema parecía claro: demasiados cambios de referencia o de artículo que lastraban su productividad.
Pero lo que no estaba claro era cuánto estaban costando realmente. Los tiempos de cambio más “habituales” rondaban los 25 minutos. La realidad era otra.
Tenemos margen de mejora, pero no sabemos exactamente dónde.
El problema que nadie estaba midiendo bien
Cada vez que se cambiaba de referencia se paraba la máquina, se desmontaban utillajes, se ajustaban parámetros y se validaba la primera pieza. Hasta ahí, nada fuera de lo habitual. El problema es que esos 25 minutos no eran 25.
En turno de mañana podían ser 28. En turno de noche, 37. En referencias complejas, 42. Pero el sistema seguía registrando 25.
Producción defendía sus cifras. Planificación programaba con esos tiempos teóricos. Dirección analizaba un OEE que no reflejaba la realidad.
Y la disponibilidad real estaba erosionándose sin que nadie lo cuantificara con precisión.
Cuando el OEE empieza a mostrar oportunidades de mejora
Cuando el OEE bajaba, la discusión era siempre la misma.
- Producción decía que la duración de esos cambios era la correcta.
- Mantenimiento señalaba falta de preparación previa.
- Planificación no estaba satisfecho con la secuenciación de las operaciones de cambio.
Pero nadie tenía datos objetivos por referencia, por turno, por máquina o por operaciones a llevar a cabo en cada cambio de formato.
Se discutía sobre percepciones. Y cuando se toman decisiones con datos incompletos, el resultado es capacidad productiva perdida.
Medir de verdad cambia la conversación
La solución no fue “hacer más rápido el cambio”. Fue medirlo con precisión desde la propia máquina.
Se implementó telemetría para registrar inicio real de parada por cambio, tiempo efectivo de intervención por cada una de las operaciones, ajustes posteriores y validación de primera pieza OK.
- Sin intervención manual.
- Sin estimaciones.
- Sin Excel.
El tiempo medio real no era 25 minutos. Era 33. En una línea con una media de 5 cambios diarios.
Lo que parecía pequeño, acumulado, se vuelve estructural.
Minutos sueltos por cambio terminan convirtiéndose en cientos de horas de capacidad perdida.
No era un problema de inversión, era un problema de visibilidad.
La secuenciación fue el siguiente paso
Cuando se analizaron los datos históricos por referencia apareció otro hallazgo.
La planificación alternaba referencias A-B-A-B-A-B por exigencias comerciales.
Pero los datos mostraban que agrupar A-A-A y luego B-B-B reducía un 30% del tiempo total de cambio.
No se trataba solo de hacerlo más rápido. Se trataba de hacerlo menos veces.
Al ajustar la secuencia productiva basada en datos reales:
- Se redujo el número de cambios innecesarios.
- Se estabilizaron tiempos entre turnos.
- Se mejoró la previsibilidad operativa.
Y algo clave: se fomentó la colaboración entre departamentos.
Lo que realmente cambió en planta
Más allá de los números, el cambio fue humano:
- Los operarios se sintieron mucho más acompañados por el resto de la organización.
- Mejora continua y el equipo de producción optimizó el flujo de las operaciones a realizar en cada cambio de formato.
- Mantenimiento tomaba decisiones de mejora basadas en datos reales por cada tipo de cambio.
- El equipo de planificación mejoró los tiempos de entrega gracias a la optimización de la secuenciación de los cambios.
- Dirección decidió absorber un mayor volumen de pedidos al medir con precisión y aumentar la capacidad productiva real de la planta.
Cuando todos miran la misma fuente de datos, el debate cambia. Y eso libera tiempo para mejorar.
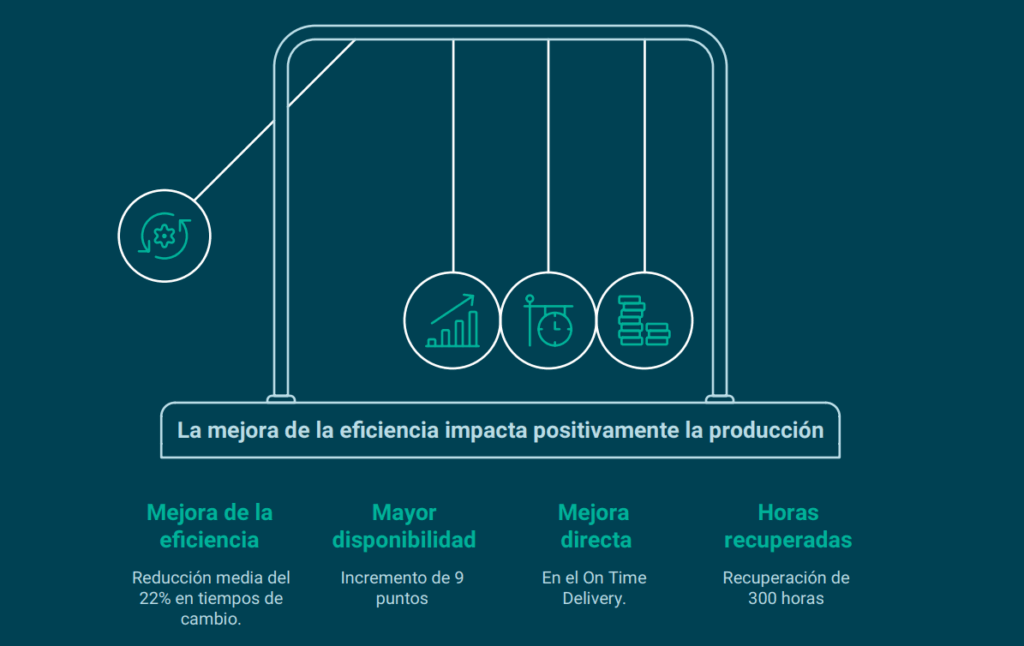
Resultados tras seis meses
Los resultados hablan por sí solos: optimizar la eficiencia genera un impacto directo en la productividad y el rendimiento operativo:
Lo que muchas plantas aún no están viendo
En automoción la presión por flexibilidad y variedad seguirá creciendo. Habrá más cambios, no menos.
Si esos cambios no están medidos con precisión, el OEE estará distorsionado, la capacidad real será menor de la prevista y la planificación seguirá basándose en supuestos.
Eso acaba impactando en entregas, costes y margen.
SMED funciona. Pero sin datos reales de máquina es una foto puntual.
⚠️La telemetría continua permite ver variabilidad por turno, detectar desviaciones por referencia, ajustar secuenciación dinámicamente y convertir disponibilidad en capacidad real.
La diferencia es pasar de estimar a saber.
Una pregunta directa
- ¿Cuántos minutos reales se pierden hoy en tus cambios de referencia?
- ¿Cuánta capacidad productiva está oculta dentro de tu disponibilidad?
Si sospechas que tus tiempos de cambio no son exactamente lo que indican los informes, probablemente tengas razón.
Medir con precisión no es un proyecto tecnológico. Es una decisión operativa.
Y suele empezar con una conversación técnica basada en datos reales de tu planta.